





咨詢熱線
13513730553
GIS 殼體的檢測與試驗
? ? ? ? ? ? ? ? ? ? ?? ? ??
? ??
GIS殼體每步加工工序完成后,,都要檢驗,。 主要長度公差和形位公差檢驗和焊接質(zhì)量檢驗。按壓力容器制造規(guī)范要求,,還要進行工藝評定,。
(1)長度公差和形位公差檢驗:
殼體的主筒體機械加工后, 放到檢測機的1 0 m平臺上,。按圖紙要求,, 并確定長度兩端面為測量基準(zhǔn)。 利用三維測量劃線機CHXY(劃線長度10000mm,,高度3000mm)及配套劃線平臺,,通過計算機就可檢測或打印出長度公差和形位公差。
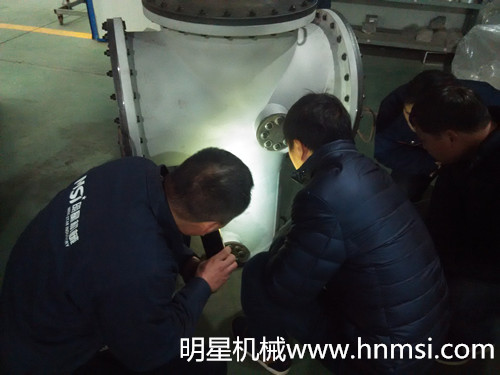
(2)焊接質(zhì)量檢驗:
焊接質(zhì)量檢驗常用方法有無損檢測,,包括X光實時成像檢測,、滲透檢測等,壓力試驗需要特制壓力工裝,, 考核殼體強度是液壓試驗,, 就是將殼體內(nèi)緩慢充入到規(guī)定的壓力的水,并保持一定時間,。檢查期間壓力保持不變,、無滲漏、無可見變形,, 試驗過程中也無異常響聲,; 焊縫氣密試驗也合格。
注意事項:①卷板前,,仔細(xì)檢查鋼板表面的銹蝕情況,。若銹蝕比較嚴(yán)重,應(yīng)進行板材噴砂除銹處理,,防止在卷板時,,鋼板表面被壓傷。②利用滾輪架在主筒體上焊接支筒體時,,一定要使用殼體內(nèi)孔校正工裝, 防止殼體產(chǎn)生較大的變形,。 ③在機加工的過程中,, 注意殼體不要產(chǎn)生較大的振動,切削深度不可過大,。④M30以上較大螺紋底孔,,要在機床上加工出一錐,以降低工人的勞動強度,。


