





13513730553
手工鎢**氬弧焊在鋁及鋁合金焊接中的應(yīng)用
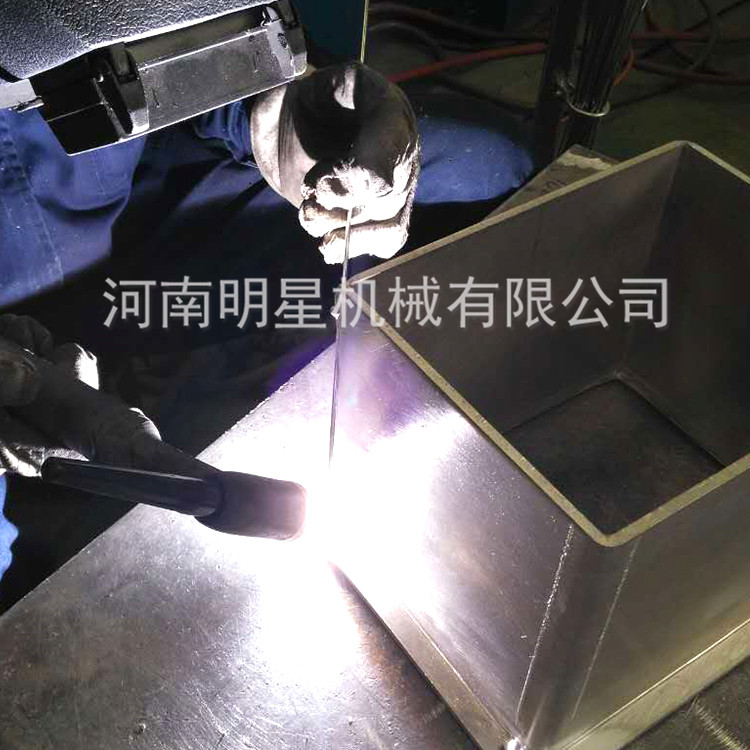
? ? ? ? 手工鎢**氬弧焊焊接鋁及鋁合金?
? ? ? ? 焊前準(zhǔn)備,。?
? ? ? ? 焊前清理,。焊前清理是保證鋁及鋁合 金焊接質(zhì)量的重要工藝措施,。在焊前應(yīng)嚴(yán)格 清除焊件坡口及焊絲表面的氧化膜和油污,, 清理的方法可采用化學(xué)清洗或機(jī)械清理?;?學(xué)清洗用10%左右氫氧化鈉水溶液,,使氫氧 化鈉與氧化鋁作用生成易溶的氫氧化鋁Al (OH)3。機(jī)械清理先用有機(jī)溶劑(丙酮,、松香水 或汽油)擦拭表面以除油,,隨后用細(xì)銅絲刷 或不銹鋼絲刷刷去氧化膜。?
? ? ? ? 預(yù)熱,。由于鋁的比熱比鋼大一倍,、導(dǎo)熱 性比鋼大兩倍,所以為了防止焊縫區(qū)熱量的 大量流失,,焊前可對(duì)焊件進(jìn)行預(yù)熱,。薄、小鋁 件一般可不預(yù)熱,;厚度超過5~8mm 的鋁件 可預(yù)熱100~300℃,。?
? ? ? ? 焊接過程中的操作要領(lǐng)。①引弧,。手工 鎢**氬弧焊通常采用引弧器進(jìn)行引弧,。鎢** 不與焊件接觸,可使鎢**端頭保持完整,,引 弧處不會(huì)產(chǎn)生夾鎢缺陷,。②收弧。應(yīng)采取衰 減電流的方法,,即電流自動(dòng)由大到小地逐漸 下降,,以填滿弧坑,勿突然拉斷電弧。當(dāng)熄弧 后,,氬氣會(huì)自動(dòng)延遲幾秒鐘停氣,,以防止金 屬在高溫下產(chǎn)生氧化。③選擇工藝參數(shù),。根 據(jù)板厚選擇鎢**直徑,、焊絲直徑;根據(jù)板厚 和焊接位置選擇焊接電流,、氬氣流量等,。?
? ? ? ?操作方法。①電弧引燃后,,要保持噴嘴 到焊接處一定距離并稍作停留,,使母材上形 成熔池后,再給送焊絲,,焊接方向采用左焊 法,。②焊絲的送進(jìn)。填充焊絲時(shí),,焊絲的端頭 切勿與鎢**接觸,,否則焊絲會(huì)被鎢**沾染, 熔入熔池后形成夾鎢,。填充焊絲不能離開氬 氣保護(hù)區(qū),,以免灼熱的焊絲端頭被氧化,降 低焊縫質(zhì)量,。若中途停頓或焊絲用完再繼續(xù) 焊接時(shí),,要用電弧把起焊處的熔池金屬重新 熔化,形成新的熔池后再加焊絲,,并與原焊 道重疊5mm 左右,。在重疊處要少添加焊絲, 避免接頭過高,。
 ?
?
??????? ①因釷有放射性危害,,故磨削釷鎢**的 砂輪機(jī)必須裝有抽風(fēng)裝置。焊工應(yīng)帶口罩,, 磨削完畢應(yīng)洗凈手臉,。②焊接時(shí)鎢**端部嚴(yán) 禁與焊絲相接觸,以免短路,。鎢**端頭變粗 后,,必須及時(shí)修磨,以利于焊縫良好成形,。③ 手工鎢**氬弧焊要根據(jù)焊件的材質(zhì)選取不 同的電源種類和**性,,這對(duì)保證焊縫質(zhì)量有 重要作用,。④手工鎢**氬弧焊是雙手同時(shí)操 作的焊接方法,這一點(diǎn)有別于手工電弧焊,。 操作時(shí),,雙手要配合協(xié)調(diào),才能保證焊縫的 質(zhì)量,,因此,,應(yīng)加強(qiáng)這方面的基本功的訓(xùn)練。?
??????? 手工鎢**氬弧焊一般適用于焊接薄板,, 具有電弧穩(wěn)定,、成形美觀、焊件變形小,、操作 靈活等優(yōu)點(diǎn),,更適于焊接尺寸較精密的小零 件。由于受到鎢**允許電流密度的限制,,它 的熔透能力小,,所以厚度大于6mm 的厚板一 般不采用。否則要開坡口采用多層焊,,但生 產(chǎn)率低,、不經(jīng)濟(jì),,而且變形也大,,因此,厚板 一般用熔化**氬弧焊,。?



